GENERAL FEATURES
- Material: HDPE PE 80 or HDPE PE100.
- Pressure Rating: 6bar, 8bar, 10bar, 12.5bar, 16bar, 20bar, 25 bar.
- Size: DN 20mm through DN 1200mm availability.
- Standard: BS 1555-2:2010; TCVN 7305:2008 / ISO 4427:2007
- Colors: Black with blue stripes for water, brown or yellow stripes for gaseous fuels.
- Form Supplied: From 6m, 9m (For DN 110 above) 50 - 200 meters coil length (DN 20-DN 90). Working temperature up to 45oC Other forms is also available upon request.
ADVANTAGES
- Non-toxic: no heavy metal additives, would not be affected by dirt or contaminated by bacterium.
- Corrosion Resistant: resists chemical matters and electron chemical corrosion.
- UV Prevention.
- Low Flow Resistance: smooth interior walls and low friction.
- Excellent Flexibility: can be supplied in the coil.
- Easy Installation: lightweight and user-friendly.
- Longevity: More than 50 years under proper use. In theory, it can be more than 100 years.
- Various Joint Availability: socket fusion joint, butt fusion joint, electrofusion joint, and transition joint.
- Recyclable and Environmentally-friendly.
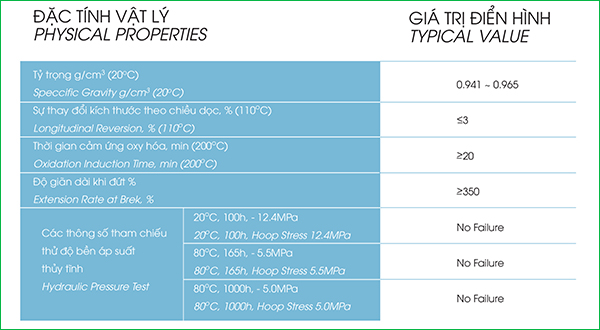
PHYSICAL PROPERTIES (ISO 4427:2007)
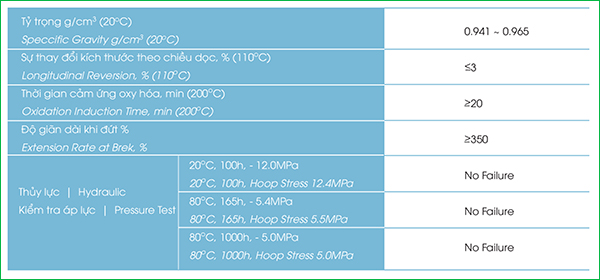
PHYSICAL PROPERTIES (BS 1555:2010)
APPLICATIONS
- Municipal water supply
- Commercial & Residential water supply
- Industrial liquids transportation
- Irrigation pipeline system
- Sewage systems
- Supply of gaseous fuels (BS1555)

 Tiếng Việt
Tiếng Việt