ĐẶC ĐIỂM CHUNG
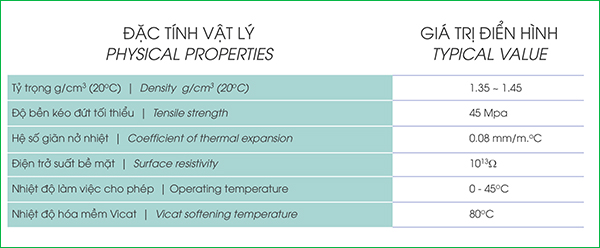
- Ống nhựa uPVC Châu Âu Xanh (EuroPipe): được sản xuất theo tiêu chuẩn TCVN 6151-2:2002/ ISO 4422-2:1996, TCVN 8491-2:2011/ISO 1452-2:2009; ISO 9001:2015
- Áp suất làm việc: 3 bar, 4bar, 5bar, 6bar, 8bar, 10bar, 12,5bar, 16bar, 20 bar, 25bar
- Tiêu chuẩn chất lượng: Toàn bộ quá trình sản xuất của EuroPipe được kiểm soát nghiêm ngặt bằng hệ thống quản lý chất lượng tiêu chuẩn ISO 9001:2015.
ĐẶC TÍNH VƯỢT TRỘI
- Nhẹ, dễ vận chuyển. Lắp đặt đơn giản.
- Bề mặt ống nhẵn, hệ số ma sát nhỏ giúp thoát nước tốt.
- Độ bề cơ học lớn, chịu được va đập và áp lực cao.
- Không rỉ sét, bền với hóa chất.
- Không độc hại.
- Giá thành hợp lý.
ỨNG DỤNG
Các chủng loại ống uPVC của Châu Âu Xanh được dùng rộng rãi trong xây dựng, cấp thoát nước và một số lĩnh vực công nghiệp.
HƯỚNG DẪN LẮP ĐẶT
I. Mối nối hàn keo
1. Nếu cần, cắt ống đến chiều dài yêu cầu bằng máy cắt ống, máy cưa, hoặc cưa cắt ngang, bảo đảm rằng chỗ cắt phải vuông góc với trục ống.
2. Vát chéo các đầu cắt và cắt bỏ tất cả các phần ria của ống bằng dao tựa, giũa hoặc dụng cụ mài. Bảo đảm rằng tất cả bề mặt lắp ghép không bẩn, bụi, có nước và dầu mỡ. Đánh dấu đầu ống bằng một dây sâu.
3. Trát một lớp keo ở phần bên trong khớp nối các phụ kiện cần nối. Ngay khi trát một lớp keo đều lên ống cho khoảng cách lớn hơn chiều sâu của khớp nối các phụ kiện cần nối. Nếu keo khô ở một trong hai bề mặt này trước khi hàn thì hãy sử dụng một lớp trát khác.
4. Trong khi keo vẫn còn ẩm, chèn ngay ống vào các phụ kiện cần nối phù hợp với các chuyển động cho đến khi nó ở điểm thấp nhất của khớp nối, và quay 1/4 ống trong khớp nối để bảo đảm chia đều keo trong ống. Giữ ống cùng với phụ kiện cần nối chặt tại vị trí trong vòng 30 giây (dn < 63mm) hoặc 50 giây (dn 75mm - dn 250mm). Loại bỏ hết phần keo thừa khỏi mối hàn sau khi lắp đặt.
5. Không thực hiện bước tiếp theo cho đến khi mối hàn được xử lý. Thực hiện kiểm tra áp lực thủy tĩnh chỉ sau 24 giờ.
II. Mối nối được đặt đệm:
1. Làm sạch và lau khô bên trong phần nong của ống và bên ngoài đầu chốt của ống. Đánh dấu đầu chốt bằng dây có chiều dài theo ống. Vát đầu chốt của ống.
2. Làm sạch và lau khô miếng đệm. Đặt miếng đệm vào trong rãnh nong của ống.
3. Sử dụng dầu bôi trơn ở đầu chốt của ống và bề mặt miếng đệm. Dầu bôi trơn không phải là chất độc hại và sẽ gây tác động xấu lên miếng đệm và các vật liệu của ống.
4. Chèn đầu chốt được cắt vát vào phần nong bằng dụng cụ kéo cho đến khi tiếp xúc với miếng đệm. Đẩy đầu chốt cho đến khi vạch mốc trên đầu chốt ngang với điểm cuối của phần nong ống. Nếu có lực cản bất thường khi chèn đầu vát hay vạch mốc không đạt đến vị trí ngang bằng, tháo rời mối nối, và kiểm tra vị trí của miếng đệm, sau đó loại bỏ những vật cản, mãnh vỡ.

 English
English